通过拧紧带来的轴向力变化试验
通过拧紧带来的轴向力变化试验可以观察轴向力发生的变化情况。...
通过拧紧带来的轴向力变化试验可以观察轴向力发生的变化情况。...
ーHARDLOCK防松螺母和双螺母ー
HARDLOCK防松螺母(HLN)通过凸螺母进行轴向力管理,凹螺母则主要发挥锁紧凸螺母的功能,拧紧凹螺母不会带来轴向力的变化。
但是,在拧紧普通双螺母时因操作方式不同轴向力会发生巨大变化,非常难以进行轴向力管理。本次试验通过对两种螺母进行拧紧测试,观察其轴向力发生了怎样的变化。
此外,对普通双螺母进行测试时,需注意防松效果会根据螺母锁紧状态而产生较大差异。试验条件
普通螺母: M12x1.75,强度等级8,磷酸锰处理
HARDLOCK防松螺母: M12x1.75, 强度等级8T, 磷酸猛处理
螺栓: M12x1.75,强度等级8(由S45C制成),发黑处理
测量机: VM J900(Vibrationmaster公司制造)
目标轴向力: 约为螺栓屈服点的70%(8 kN)
润滑剂条件: 涂有GLEITMO 165 润滑剂喷剂(但是,双螺母的下螺母上表面和上螺母下表面没有涂抹润滑)■HARDLOCK防松螺母的测试情况
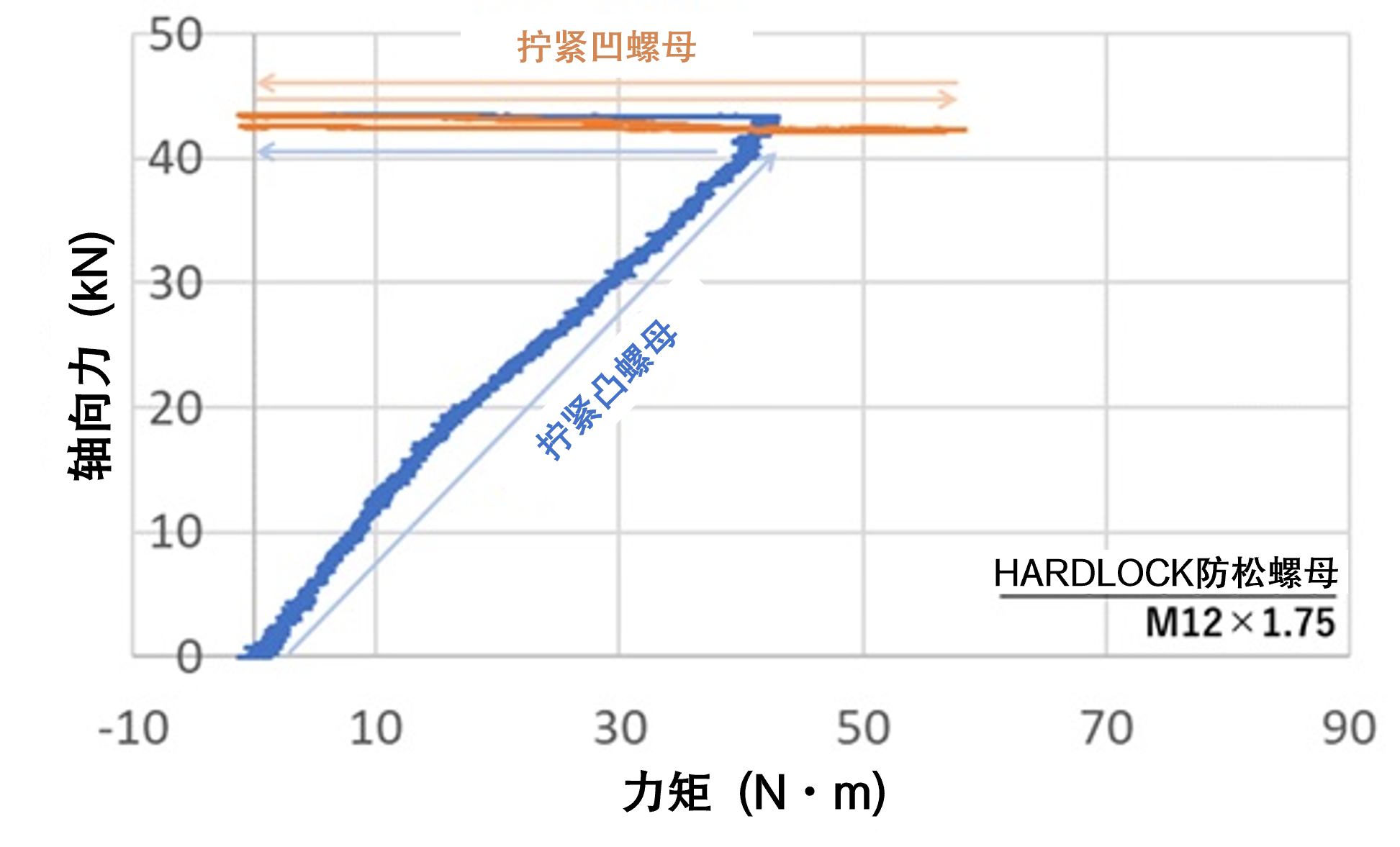
HARDLOCK防松螺母的拧紧试验结果如图1所示。横轴为拧紧扭矩,纵轴为施加在螺栓上的轴向力。
<拧紧方法>
将凸螺母拧紧到螺栓屈服点的70%(目标轴向力37.8kN),然后再将凹螺母拧紧到与凸螺母发生单面接触为止。
HARDLOCK防松螺母的安装方法请参考此处。
<结果>
如图1所示,从我们产品目录中建议的凹螺母紧固扭矩到发生单面接触为止,再螺母的拧紧过程中轴向力几乎没有发生变化。图1 HARDLOCK防松螺母 拧紧轴向力的变化
■双螺母的测试情况
本次运用三种拧紧方法(上螺母正转法、下螺母反转法、施工法)进行了试验。
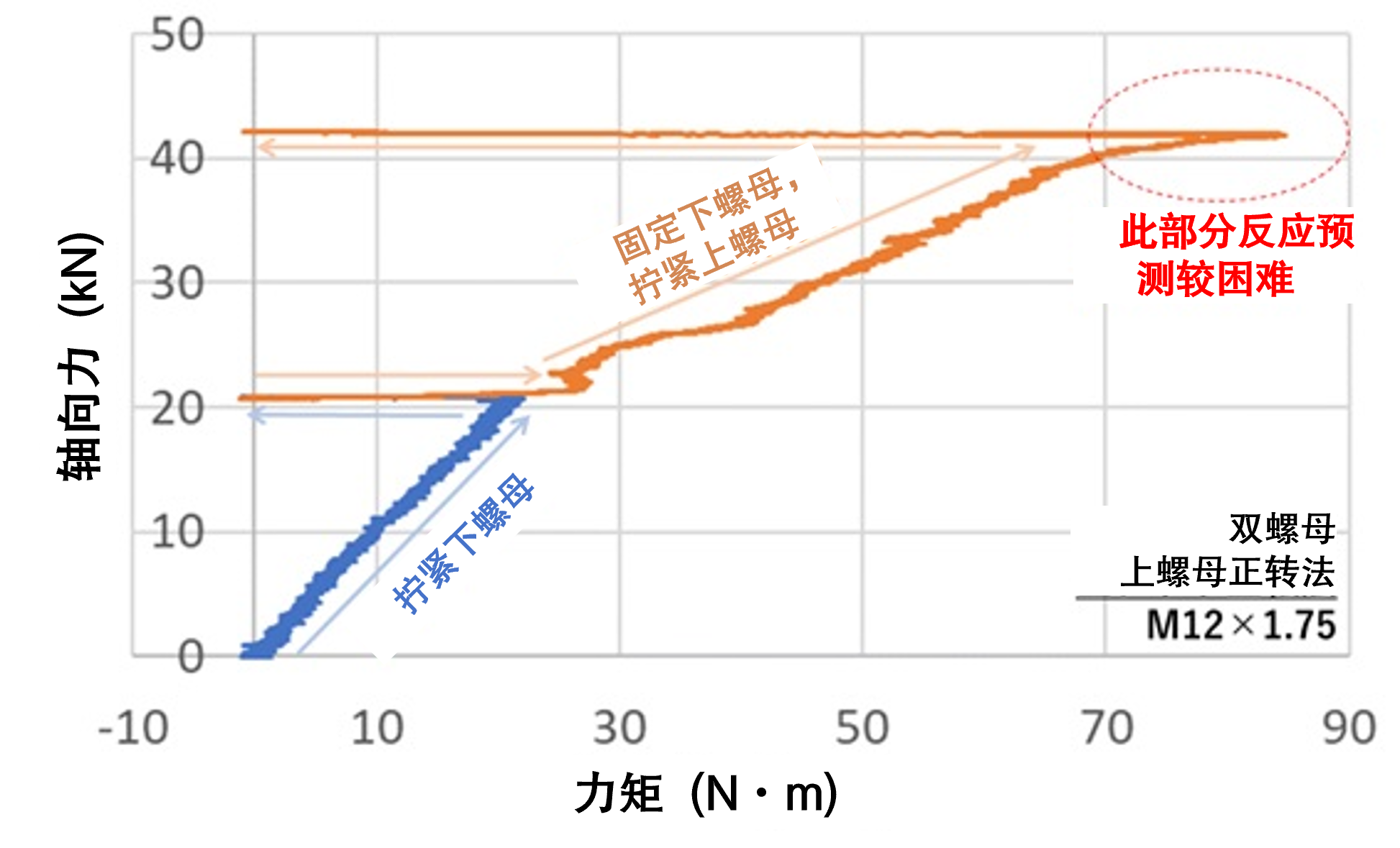
1. 上螺母正转法
<拧紧方法>
首先将下螺母拧紧至约目标轴向力(20kN)的一半程度,再在固定下螺母的同时将上螺母拧紧到目标轴向力(37.8kN)为止。
<结果>
结果如图2所示。蓝线表示拧紧下螺母时变化,橙线表示拧紧上螺母时的变化。
从图中可以看出,在拧紧下螺母(蓝线)时,扭矩和轴向力随着拧紧而增加(达到20 kN大约需要23 N·m)。 到达此点后,由于暂时卸下扭矩扳手,轴向力保持不变,仅扭矩发生急剧下降。在固定下螺母的情况下拧紧上螺母(橙线),当上螺母达到与下螺母相同拧紧扭矩为止轴向力不会发生变化,但当超过这个扭矩时,其轴向力会上升。将下螺母用扳手固定后正向拧紧上螺母,扳手在拧到某一点时会变重,这是由于此时锁紧功能开始生效,扭矩增加,但此时轴向力几乎不会上升。(图1橙线上70N・m以上被红色虚线包围的部分)。
这种突增的扭矩是无法预测其大小的,因为它是一种非线性变化,并且扭矩值会因每种情况不同而不同。图2 双螺母 上螺母正转法 拧紧轴向力的变化
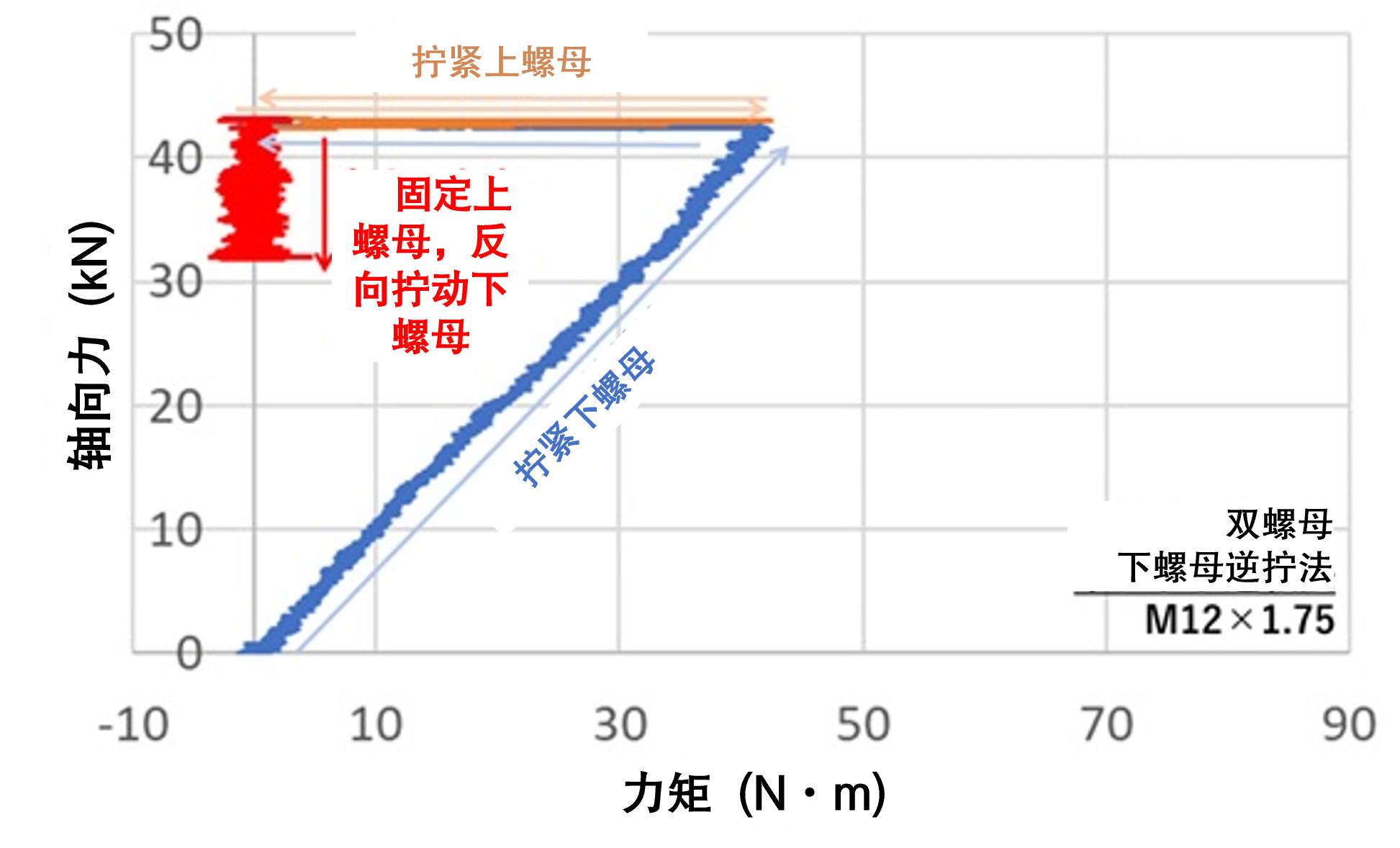
2. 下螺母逆转法
<拧紧方法>
将下螺母以目标轴向力37.8kN拧紧,将上螺母按下螺母要求的相同扭矩拧紧,再固定上螺母,同时将下螺母回拧原拧紧角度的一半程度。
<结果>
如图3拧紧图所示。从拧紧下螺母后到拧紧上螺母为止,轴向力-扭矩的曲线轨迹与后述的施工法相同,但固定上螺母并回转下螺母的时候轴向力必然会下降。(图3红线部分为该试验品的轴向力从约42kN下降到了32kN)
由于该轴向力的减小量的轨迹也因时而异,因此这种方法也无法预测目标轴向力相对的扭矩值。图3 双螺母 下螺母逆转法 拧紧轴向力的变化
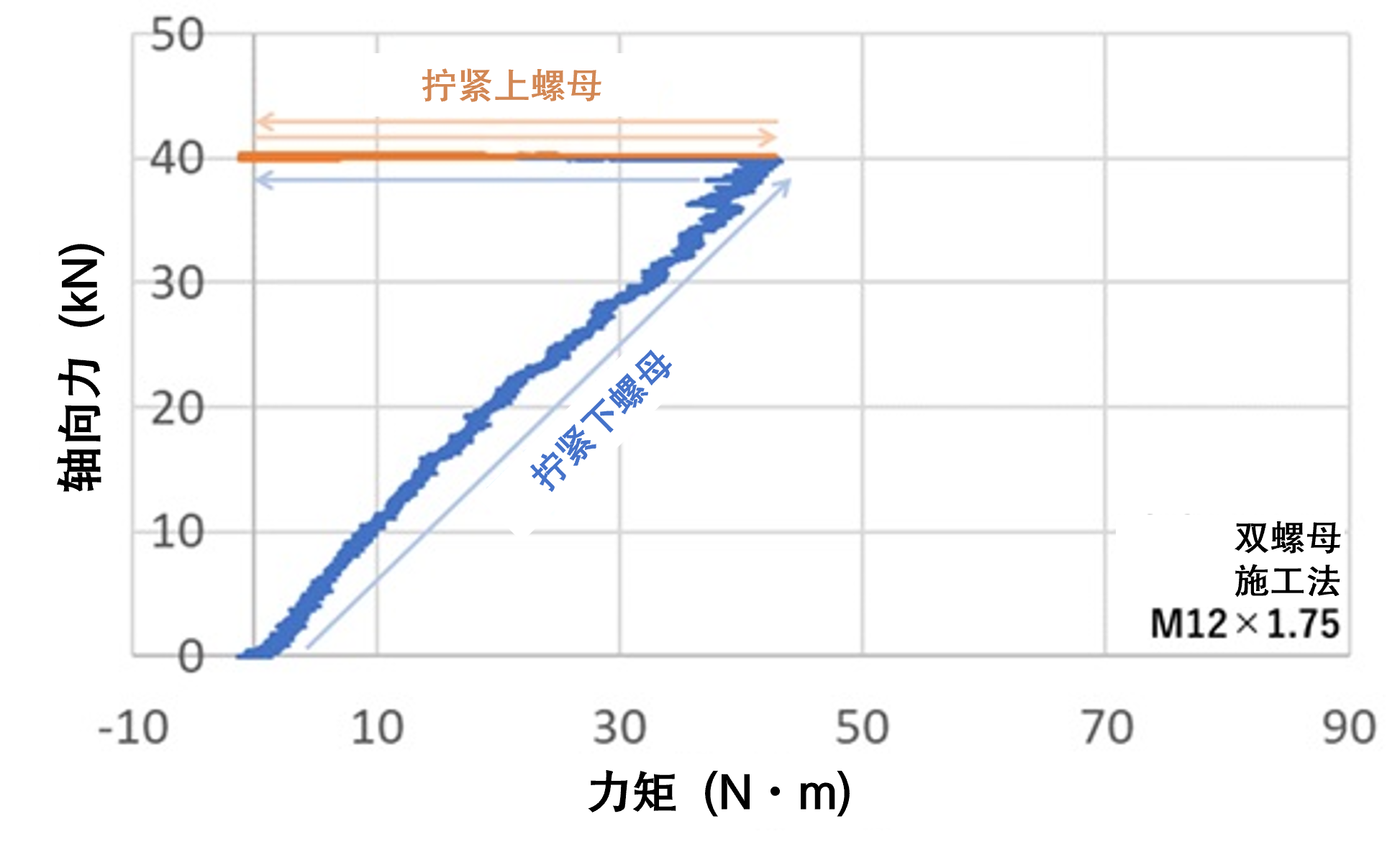
3. 施工法
<拧紧方法>
将下螺母以目标轴向力37.8kN拧紧,在不固定下螺母的情况下,用相同的扭矩将上下螺母拧紧(我们将这种方法称为施工法)
<结果>
拧紧上螺母时(橙线部分),可以看出,拧紧到与下螺母相同扭矩为止,轴向力都没有发生较大上升。(图4)
然而,虽然由于没有使得轴向力上升,看起来能较容易进行轴向力管理,但采用施工法并不能起到防松效果。(无锁紧效果)图4 双螺母 施工法 拧紧轴向力的变化
从拧紧HARDLOCK防松螺母时的扭矩和轴向力变化图可以看出,在推荐拧紧扭矩的范围内,轴向力没有发生明显变化。因此,在对HARDLOCK防松螺母进行轴向力管理时,只需在对凸螺母进行扭矩管理的基础上,将凹螺母拧紧扭矩控制在推荐范围内即可进行管理。
也就是说,HARDLOCK防松螺母安装简便且锁紧螺母(凹螺母)几乎不会对轴向力产生影响,通过楔形原理将螺栓与螺母一体化,从而发挥强力的防松效果。
另一方面,从上表中可以看出,除了使用施工法时双螺母的轴向力没有发生较大变化,其他方法几乎无法对双螺母做到轴向力管理。此外,实际安装时,(包含上螺母正转法和下螺母反转法)由于很难达到理想的锁紧状态,因此难以发挥强大的锁紧效果。
尤其M16以上的尺寸难以由单人完成安装作业,因此施工时请务必注意。
© 2020 HARDLOCK工业株式会社 版权所有。保留所有权利。